
行业解决方案
-

泡沫敷料在伤口处理中的临床应用
我们致力于帮助您,帮助患者,探索我们的一系列创新医疗产品和解决方案。
-

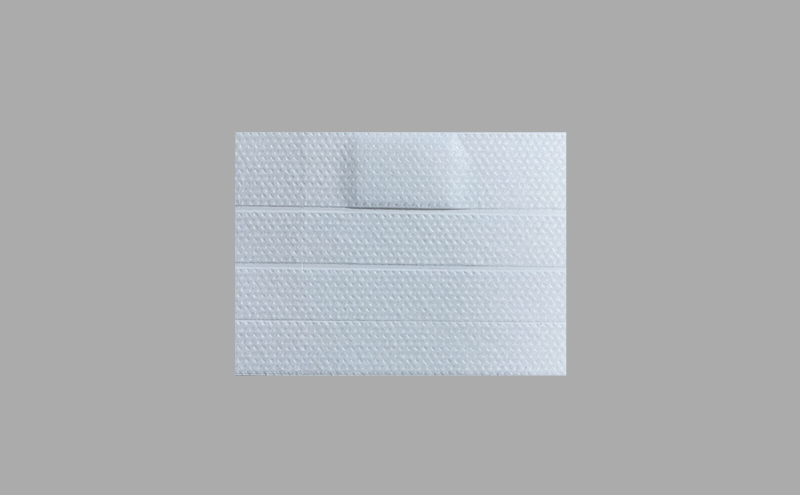
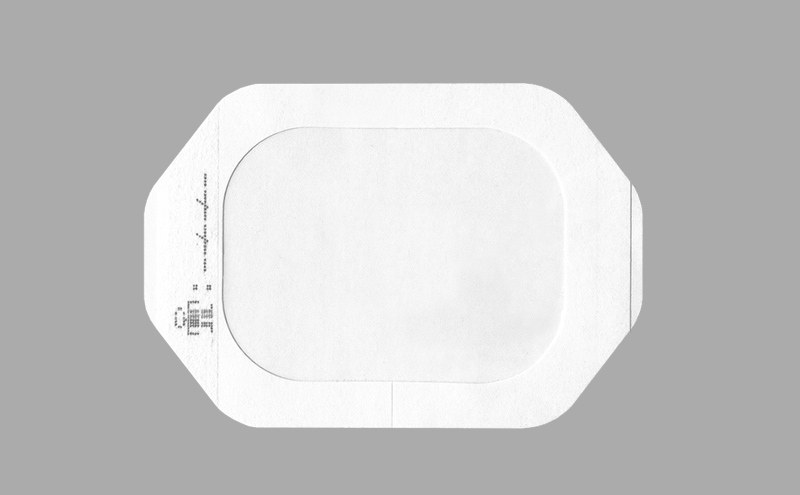
伤口吸液
富瑞沃伤口敷料为伤口创造湿性愈合环境,有助于促进伤口愈合,减轻疼痛与不适。
-

关爱造口人群,共造优质人生
有造口的人需要在日常生活中感到安心。富瑞沃提供一系列创新的造口袋产品,帮助有造口的人感到安全和自信。
-
新型胶粘剂
对比传统热熔压敏胶,UV固化热熔压敏胶更具优异的性能和环保性。
-

轮胎自动化贴标
富瑞沃根据现在市场的需要以及客户的需求,设计出来的新型轮胎标签助力工业4.0,适用于多种组合印刷以及各种数码印刷设备。
-

助力新疆采棉
应用在大批量机采棉花的包裹运输和储存中,具有拉伸强度高、不易撕裂和耐穿刺的特点,起到很好的防护作用,代替进口膜。


荣誉资质
我们凭借雄厚的企业实力与突出的业贡献,荣膺无数奖励与奖项

关于 Forever
-

科技创新,持续改进。
青岛富瑞沃新材料有限公司成立于2011年,总部坐落于环境优美的海滨城市青岛,是一家集研发、设计、生产、销售、服务为一体的“专精特新企业”、“高新技术企业”, 通过ISO13485医疗器械质量管理体系认证。
公司业务覆盖医疗品和工业品两大板块,产品有水胶体敷料、医用透气胶带、医用防护服胶带、医用背衬胶带、仿硅胶胶带、胶药混合系列、康养膏贴系列、医用硅胶、伤口敷料系列等医用敷料及工业用标签的特殊定制化服务,先后自主研发获得多项发明专利和实用新型专利,拥有国内最先进的水胶体制备工艺和生产线,是国内唯一一家实现医用UV丙烯酸酯热熔粘合剂敷料量产的企业。
我公司始终坚持“科技创新,持续改进”的创立基石,树立“富瑞沃~为价值所在”的核心价值观,秉承“为客户提供最有价值的服务和产品”实现可持续发展,打造医疗辅料行业专业化的公司和团队,实现“最受人信任和尊敬的创新型企业”的愿景。
新闻资讯
为客户提供最有价值的服务和产品。





© 2011-2022 青岛富瑞沃新材料有限公司 All Rights Reserved.
鲁ICP备19047965号
 鲁公网安备37021302000315号
鲁公网安备37021302000315号
鲁公网安备37021302000315号